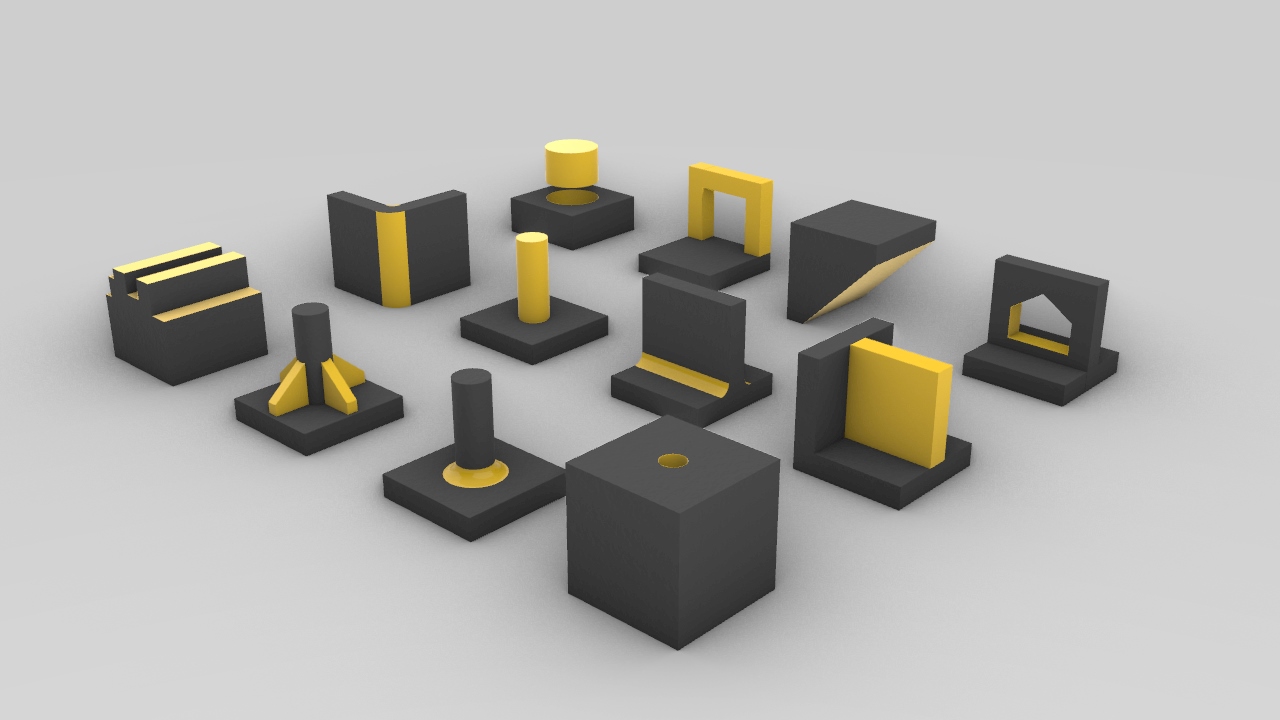
Damit für einen 3D-Druck die bestmögliche Qualität erzielt werden kann, ist es notwendig, dass bereits beim Design der 3D-Vorlage (z. B. STL-Datei) an die Art und Weiße, wie die additive Fertigung funktioniert, gedacht wird. Obwohl der 3D-Druck eine hohe Designfreiheit erlaubt, können bei zu filigranen oder überstehenden Strukturen unerwünschte Qualitätsänderungen vorkommen, die durch die Grenzen der Technik bedingt sind. Um Modelle bestmöglich für die Herstellung im 3D-Druckverfahren zu konstruieren, haben wir einige Konstruktionsrichtlinien und Tipps zusammengestellt.
1. Spielraum
Bauteile, die verbunden werden sollen oder sich später bewegen sollen, sollten einen Spielraum von ca. 0,3-0,5 mm aufweisen.
2. Brücken
Können Brücken nicht vermieden werden, so können diese auch ohne Stützstrukturen gedruckt werden. Hierdurch entsteht eine saubere Unterseite der Brücke. Die Distanz von 10 mm sollte nicht überschritten werden, da ansonsten Stützstrukturen für den Druck benötigt werden.

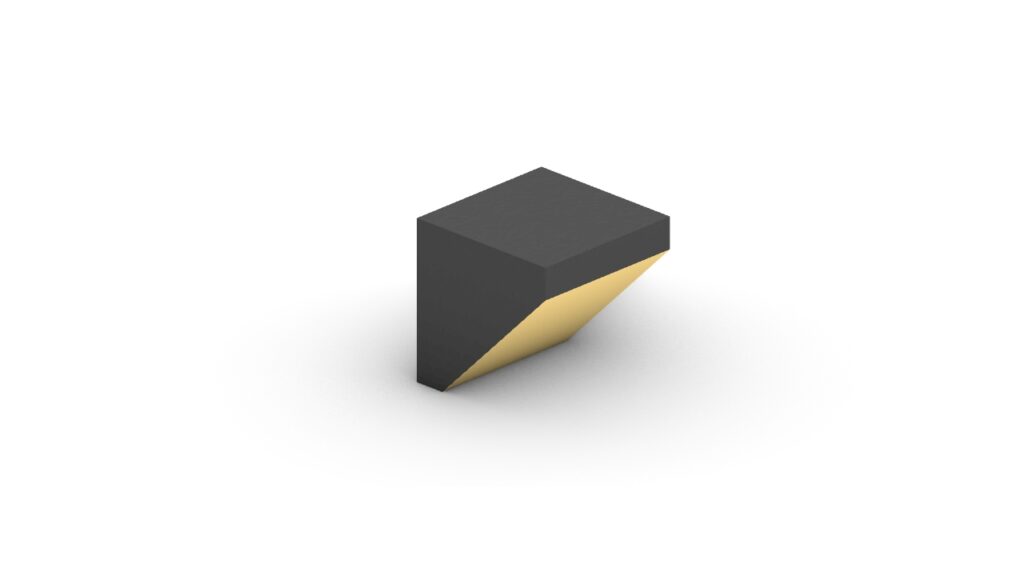
3. Überhänge
Es können Überhänge und schräge Bereiche bis ca. 55° ohne Stützstrukturen gedruckt werden. Sobald Bereiche flacher werden, ist der Druck von Stützstrukturen sowie die spätere Entfernung notwendig, weshalb die Oberflächenqualität dann schlechter wird.
4. Bögen
Rundbögen und Löcher sollten nach Möglichkeit auf der Oberseite spitz zulaufen. Eine runde Oberkante einer Öffnung ist schwierig zu drucken, da größere Distanzen “in der Luft” gedruckt werden und runde Öffnungen auf der Oberseite ansonsten zu flach ausfallen.

5. Runde Kanten
Damit Spannungen an Ecken vermieden werden, wird empfohlen, Kanten zu verrunden.

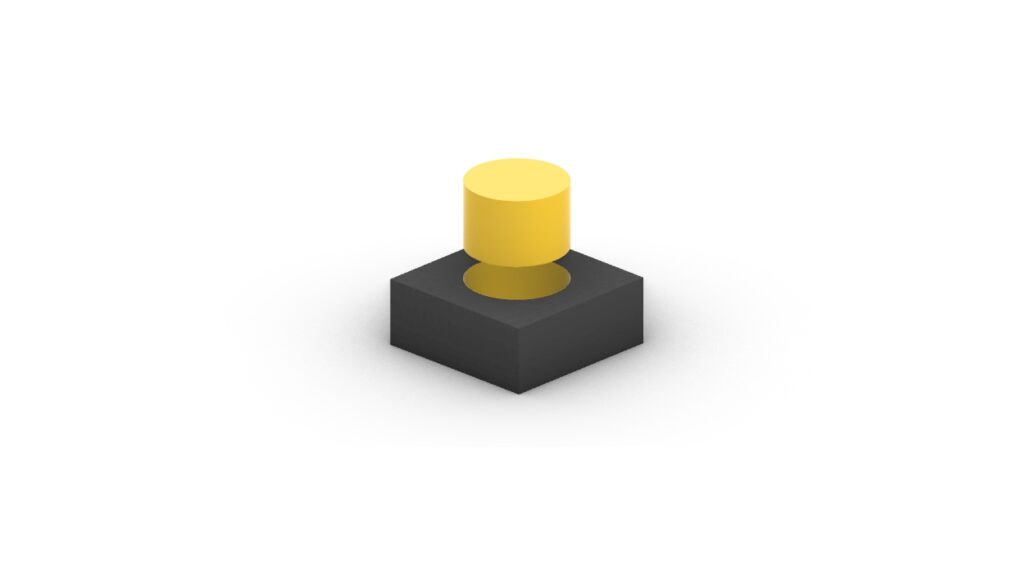
6. Mindestdurchmesser
Für Pins oder Stifte wird ein Mindestdurchmesser von 3 mm empfohlen, damit diese für den 3D-Druck eine ausreichende Stabilität haben.

7. Übergänge
Zur Reduktion von Spannungen und zur Erhöhung der Bauteilstabilität sollten Kanten mit einer Fase verbunden werden.

8. Mindestdicke
Wände und Strukturen sollten eine Mindestwandstärke von 0,8 mm haben, um Lücken beim 3D-Druck zu vermeiden und um eine ausreichende Bauteil Stabilität zu erzielen.
9. Oberflächenstrukturen
Prägungen bzw. Erhöhungen sollten eine Mindestbreite von 0,6 mm und eine Mindesthöhe von 1-2 mm aufweisen.

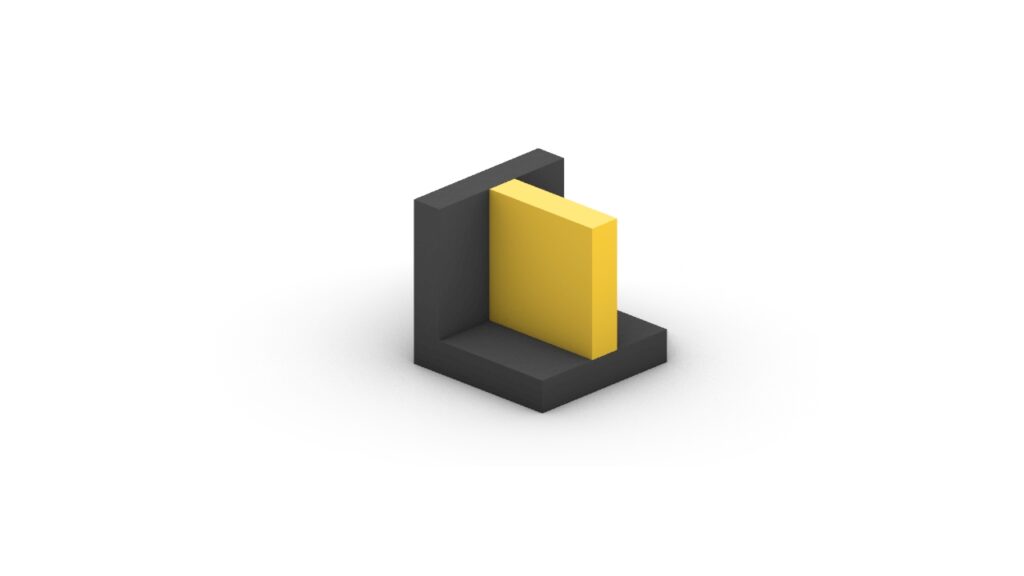
10. Stabilisierung feiner Elemente
Pins oder andere feine Strukturen sollten Stützstrukturen erhalten, damit diese ausreichend Stabil sind.

11. Übergänge
Ähnlich wie bei den Fasen zwischen Wänden sollten feine Strukturen ebenfalls einen Übergang zum Grundkörper haben.

12. Vertikale Löcher
Löcher auf der Ober- oder Unterseite sollten einen Mindestdurchmesser von 2 mm haben, damit diese sauber gedruckt werden können.





